

手工打磨抛光,目前还处于主要打磨阶段,虽然机器人的打磨抛光已经慢慢走上正规,但是不得不说的是,机器人打磨首先一个是占地面积,需要大量的面积来安放机器手和配套的机器设备,而对于中小型工厂来说,场地面积有限,1台机器手所暂用的位置,可能是好几个工人的位置,所以一般场地小的工厂都没有采用智能化打磨。
其次是小型的机器设备,对于小工厂来说,除了手工打磨外就是这类小型打磨机,大部分打磨会由机床完成,而再使用手工打磨某些机器不能完成的部位。这是针对于小部件或者零件。如果是成品不规则的焊疤打磨,除了智能化的机器人,就只能是手工打磨,例如不锈钢蓄水罐,汽车骨架等。
手工焊道打磨及其抛光的过程和相应的工具,具体有哪些呢?
当然我们的主要材料是焊接好后的钢管,主要目的是给它去掉焊接的痕迹,让你看起来光滑平顺。其次是给管道进行抛光,达到我们在商店里看到的镜面般效果。
焊疤的打磨,通常来说都是使用角磨机,然后材料确各不相同了。我们大概列举几样,
第一种百叶片:百叶片是把传统的页状砂纸裁剪成相应的砂纸小片,然后粘黏在一起排列成的磨片类材料。

配合角磨机,高速旋转的磨片,能够快速的清除焊疤,但是其锋利的磨削性能,在经验不足的工人手中,确容易造成产品主体的过度磨削,伤到本体,所以新手不建议使用,或者焊疤磨削要求较深的情况下的最佳选择。
百叶片适用于:金属及非金属难教坚硬的材料,如不锈钢、铜、铁、硬质合金等
第二种尼龙片:尼龙片的整体材质,有点类似纤维化合物,表面并不是非常硬,速盈娱乐平台是哪个国家的软件颗粒涂覆在表面,使其不损失自身柔软度的情况下,还能具有磨削作用。
尼龙片打磨焊痕,也拥有不错的效果。尼龙片多采用的是粘黏式和锁扣式两种,粘黏式就是常说的背绒,配合粘盘使用,锁扣式,也有专用的垫盘,但是相对来说,锁扣式的磨料一般是1~3寸大小,粘黏式多使用的是4~6寸大小。

尼龙片适用于:铝、锌合金等软质金属的打磨。
第三种氧化铝打磨片:又称为树脂磨片,氧化铝和碳化硅材料制作,磨削力度强,但是其自身的消耗也比较快速。

配合角磨机的使用,高速的旋转,使其消耗较快,容易平凡更换磨片。
还有些砂轮,砂带,等各种打磨焊道工具。这里不一一介绍了。
焊道打磨,向来是一个比较难受的工序。因为不磨不痛快,不磨不舒服,当然不是。也不否认有一定的这方面感官因素。
其主要原因,也有影响美观的原因。但是最主要的还是,一个材料配合的问题,焊疤的凹凸性,让产品在与其他产品配合的时候,相互无法结合。
再就是焊缝一般会有一个余高度的要求,焊缝的厚度,针对对于主材料的焊合起到最大效果,并且保证焊缝不会因各种原因被氧化或者腐蚀,所以需要打磨。
而焊道打磨,所常用材料就是以上几种,而工具一般手工用分为圆弧状与平面两种:
平面打磨使用的两种工具,其一是适用于各种形状的角磨机,其二是适合平面打磨用的砂光机。
 角磨机 角磨机 |  砂光机 砂光机 |
管状打磨,又分为直角与弧角:(这里针对各种形状,在本站解决方案中有分别的描述)
直角:选用的材料,一般是树脂的砂轮或者尼龙轮,可以根据内弯角度,将砂轮的边角进行相应的锉磨,让砂轮的边角契合打磨材料的内焊道。
狐角:使用工具为砂带机,把内焊疤周围以及钢管整体进行打磨,去除杂质和杂色。让材料整体达到光滑平整。
这里我们使用的是手持式砂带机,使用不同粒度号的砂带,来进行初步到精细的抛光过程。

砂带粒度号根据被打磨材料的不同,选择不同的粒度号从60-3000目不等的砂带中选择,当然我们钢管选用的是400、600、1200、2000目四个粒度号的砂带。从小到大,从粗到细。
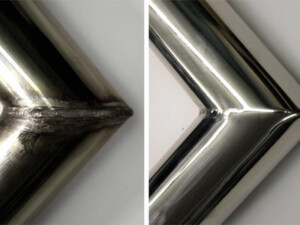
最细的砂带打磨过后,初步达到镜面效果,但是你会发现,钢管上并不是很清晰,最多看到个人影。接下来使用的就是最后一步的抛光工序了。
首先按材料选用尼龙材质的砂带或者尼龙轮进行精抛和拉丝等,最后使用布轮配合抛光膏给工件上光。
 尼龙轮 尼龙轮 |  布轮 布轮 |
最后砂带机还是需要用的,这个根据材料选择,如果是平整的地方,选用砂光机比较好。管状的材料我们用砂带机,配合不织布材料或者羊毛材料的砂带,还有抛光膏,继续打磨,直到管面呈现出镜面一样的光泽为止。
